
VIP člen

6TD CNC řídicí systém
Řada CNC systémů pro mlývky je nově zavedený vysoce kvalitní CNC systém pro mikrokontrolu Foshan. Tento systém využívá 32-bitový vysoce výkonný CPU a
Detaily produktu
Řada CNC systémů pro mlývky je nově zavedený vysoce kvalitní CNC systém pro mikrokontrolu Foshan. Při použití zcela nové hardwarové platformy s vysokorychlostními algoritmy druhé generace je systém rychlejší, lepší a efektivnější. A podle scénáře uživatelské aplikace přepracovat "zaměřené na uživatele"
provozní menu, optimalizovat uživatelský zážitek, efektivně zvýšit provozní efektivitu. 8 palcový displej, přizpůsobitelný až 8 kanálů, 28 osů, může splnit potřeby různých modelů. Použitelné modely: vnější kruhový mlýn, nástrojový mlýn, kamový mlýn, nástrojový mlýn, pilový mlýn.
 Nástrojové mlynutí - měřiče
Nástrojové mlynutí - měřiče

pilový zubní mlýnek

Vnější kruhová bruska
Funkční charakteristiky CNC stroje 6TD
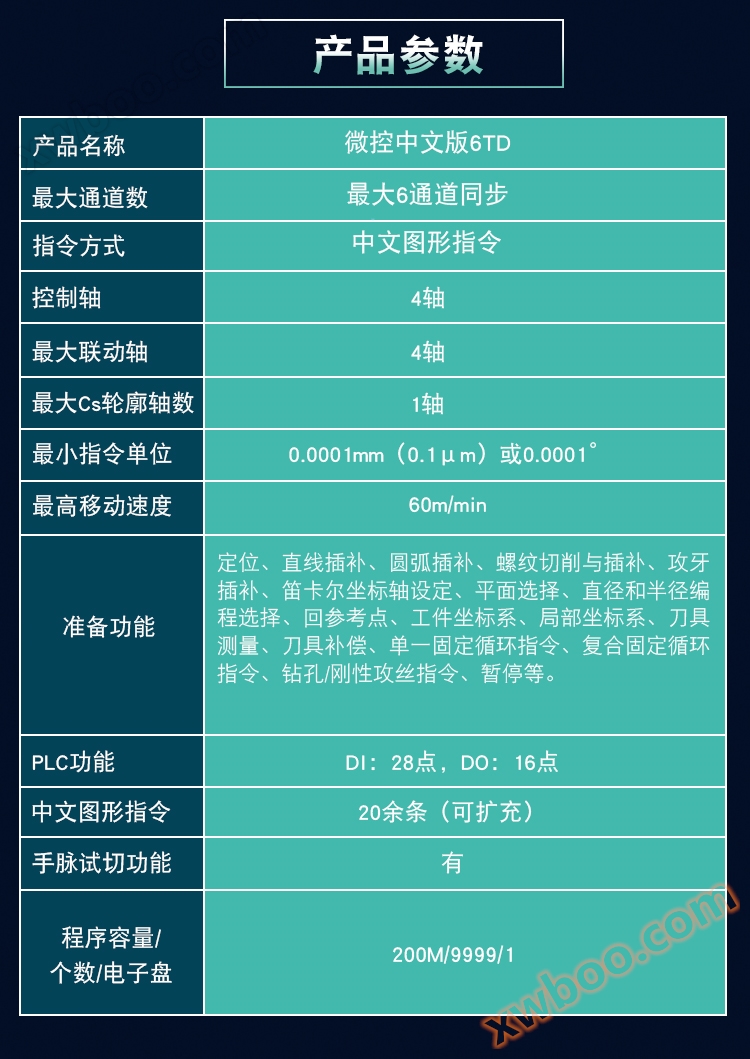
Počet řídicích hřídel: 5 přídavných hřídel, 2 analogové hřídele;
Počet spojovacích osí: 3 osy
8palcový širokopalový LCD s rozlišením 800 x 480
Vysoce výkonný 32bitový procesor a FPGA
56M uživatelského úložiště
Kompletní funkce sebediagnostiky v reálném čase, zobrazení různých stavů systému v reálném čase
Každou minutu, každou otáčku.
Metrický, anglický způsob vstupu
Obráběcí stroj zpět Referenční bod
Rychlé zvětšení: F0, 25%, 50%, 100% 4 úrovně oprav v reálném čase
Zvětšení přívodu: 0 až 150% 16 úrovní úprav v reálném čase
1 cesta zpětné vazby kódoru hřídele, počet řádků kódoru hřídele lze nastavit (100p / r ~ 5000p / r)
Převodový poměr kódoru a hřídele: (1-255): (1-255)
Otáčky hřídele: lze zadat kódem S nebo signálem PLC, rozsah otáček 0r / min ~ 9999r / min
Zvětšení hřídele: 50% ~ 120% celkem 8 úrovní v reálném čase
Způsob interpolace: přímá interpolace, oblouková interpolace (podpora tříbodové obloukové interpolace), flexibilní útok
Funkce automatického otočení
Řízení konstantní rychlosti hřídele
ISO kód, podporuje programování výrazových makrokódů, podporuje programování relativních souřadnic, absolutních souřadnic a smíšených souřadnic
Volání programu: podpora volání makroprogramu s parametry, vnořené podprogramy úrovně 4
S rotací, zoomem, polárními souřadnicami, pevnými oběhy a různými složenými oběhy frézovacích drážek
Nezávislá kompenzace zpětných mezer pro jednotlivé osy
Kompenzace chyby šroubové vzdálenosti: kompenzační bod, kompenzační interval, kompenzační původní bod lze nastavit
Kompenzace poloměru nástroje, Kompenzace délky nástroje, Kompenzace opotřebení nástroje, Řízení životnosti nástroje
Způsob částečného provedení nože: změna souřadnic, způsob pohybu nože
Samostatné nastavení maximální rychlosti a zpomalení každé osy
Nouzové zastavení, limity hardwaru, kontrola softwaru
Přepínání stránky v angličtině
Zobrazení informací v reálném čase, počtu obráběných kusů, doby obrábění atd.
Funkce doplňkových příkazů a funkce M, S, T atd.

Zálohování a obnovení dat, aktualizace
Zvláštní výhody CNC systému 6TD:
Rychlostní výhody
Maximální rychlost pohybu až 60 m/min
Maximální rychlost řezání až 30 m/min
Řezací přívod: přímý typ zpomalení přední, přímý typ zpomalení přední, přímý typ zpomalení zadní, indikátor zpomalení zadní
Rychlý pohyb: Vpředu se zpomalením přímé, Vpředu se zpomalením S, Vzadu se zpomalením přímé, Vzadu se zpomalením indexu
Počáteční rychlost, rychlost ukončení a čas zpomalení jsou nastaveny parametry
Systém s výhledem do budoucna umožňuje předčtení až 15 NC programů, což umožňuje vysokorychlostní a hladkou interpolaci malých segmentů pro obrábění dílů
Výhody přesnosti
Kompenzace šroubové vzdálenosti, kompenzace chyby šroubové vzdálenosti paměti pro maximalizaci přesnosti obrábění stroje
Vysokorychlostní interpolace 1ms, kontrolní přesnost 1 μm, volitelná 0,1 μm, výrazně zlepšuje účinnost, přesnost a kvalitu povrchu zpracování dílů.
Výhody rozhraní
Uživatel může upravit vlastní I / 0 logické ovládání, 36 vstupů / 36 výstupů, vstupní signál může dosáhnout vysoké a nízké úrovně on-line přepínání
PLC komunikace ke stažení
USB odnímatelné rozhraní pro kopírování USB disku, umožňuje funkce DNC USB disku, umožňuje externí velkou paměť, umožňuje aktualizaci systému, parametry, kopírování / obnovení tapet
RS232: Obousměrný přenos souborů, jako jsou programy dílů, parametry a další, podpora PLC programů, aktualizace sériového portu systémového softwaru
K dispozici s přívěsným nebo panelovým kolem
Ovládání frekvence hřídele, ovládání impulsů
Provozní výhody
Systém úprav na celé obrazovce pro online úpravu doplňků, parametrů a dalších operací
2D zobrazení dráhy nástroje a grafika může být libovolně zvětšena, zmenšena a posunuta, směr souřadnic může být změněn
Víceúroveňová ochrana hesly, například programy, parametry, chráněná deska pro snadnou správu v terénu
Kompatibilní s domácími a zahraničními hlavními kódy CNC systémů
Oprava hřídele, přívodu a rychlosti v reálném čase
Začíná se obrábění libovolného úseku a začíná se obrábění libovolného čísla nástroje
Během obrábění, jednotlivé a kontinuální libovolné přepínání
Podpora funkce řezání ručních kol
Podpora funkce automatického nože
Podpora pro vyhledávání, úpravu, odstranění, kopírování a vložení programů/sekcí/slov
Zobrazení alarmových záznamů pro snadné vyhledávání programových chyb nebo poruch obráběcího stroje
Podpora nápovědy pro zobrazení významu kódu a pokynů
Podpora online editace PLC
Podpora více PLC programů (až 20), aktuálně běžících PLC programů na výběr
Přepínání rozhraní v angličtině

Uživatelsky přizpůsobené I/O
Základní funkce |
funkce |
(Pulzní) |
(Typ autobusu) |
5 |
28 |
Omezení počtu řídicích hřídel |
2 |
8 |
Omezení počtu kanálů |
5 |
8 |
Omezení počtu osí v kanálu |
2 |
3 |
Analogové napětí |
1 |
2 |
Počet pulsových servovřídel |
Počet servovřídel autobusu |
- |
Záleží na počtu osí systému |
1 |
2 |
Vstupní port kódoru |
Typ hřídele Přímá hřídel |
||
Otáčecí hřídel |
Synchronizace osy |
||
Podpora |
Řízení hřídele Cs |
||
Podpora |
Doplňkový cyklus |
1.024ms |
|
1 ms |
Minimální hodnota příkazu |
0,001 mm |
|
0,001mm až 0,000001mm |
Maximální hodnota příkazu |
±999999,999mm ±999999,999mm ~ |
|
± 999,999999mm |
Maximální rychlost |
||
Neomezené Rychlé zvětšení: F0, 25, 50, 100% |
Maximální rychlost napájení |
||
Neomezená dávková míra: 0% ~ 150% |
Elektronické převodovky |
||
1~4294967296 |
Umístění |
||
G00 |
Doplňková funkce Přímá interpolace G01 Kruhová interpolace G02/G02 (podpora interpolace spirály) Interpolace polárních souřadnic G12.1/G13.1 (zpracování speciálních povrchových výrobků) |
||
Valcové doplnění G7.1 |
Funkce závitu G32 (jednorázový závit, podporuje hladké spojení jednotlivých vodicích závitů, 8 slov olejové nádrže atd.) G32.1 (digitální závit) G32.2 / G32.3 (kruhový závit) G34 (závit s proměnlivou vzdáleností) G92 (závitový cyklus, přímý, kuželový závit, mužský, anglický, jednohlavý, vícehlový závit, libovolný úhel řezu závitu) |
||
G76 (závitová složka) |
Funkce útoku G84 (konečně pevný útočný cyklus) G88 (vnější kruhová pevná útočná kruha) |
||
Podpora kódování následujícího útoku, doplnění synchronizovaného útoku |
Funkce souřadnice Výběr plochy G17 - G19 Programování polárních souřadnic G15 - G16 Souřadnice G52 Souřadnice obráběcího stroje G53 Souřadnice dílů G54 - G59 Další souřadnice G54P1 - P99Otáčení souřadnic G68.1 |
||
až G69.1 |
Funkce referenčního bodu Automatický návrat mechanického nulového bodu G28 |
||
Automatický návrat referenčního bodu (2., 3., 4.) G30 |
Zjednodušení programování Jednotný pevný cyklus Kompozitní pevný cyklus Vrtání pevný cyklus Fixní cyklus útoku Programování obráceného úhlu (,C) a obráceného kruhu (,R) |
||
Programování v přímém úhlu (,A) |
Funkce přechodu signálu G31 (při provozu přívodu došlo k přechodu vnějšího signálu) |
||
G160 (přeskočení omezení točivého momentu) |
Uživatelské makro |
||
podpora makroprogramů třídy B; Vlastní volání uživatelského makroprogramu; Čínské rozhraní makrových proměnných |
Funkce nástroje Počet nožů: 64 Počet nástrojů: neomezený (podle držáku obráběcího stroje / věže) Kompenzace poloměru špičky nože, kompenzace opotřebení nože Podpora pro opravu dat |
||
Funkce proti nůži: absolutní proti nůži, relativní proti nůži, úprava doplňkové hodnoty nůže, celkový posun atd. |
Funkce hřídele ovládání stupnice (S1 až S4); Kontrola analogového množství Zvětšení hřídele 0% ~ 150%; Analogové napětí 0 - 10V Servohřídel (poloha hřídla, přepínání režimu rychlosti/polohy) Ovládání více hřídel: M03 M04 M05 M103 M104 M105 ... |
||
M203 M204 M205 |
Pomocné funkce |
||
Podporuje libovolný počet M kódů, přizpůsobení funkce M kódu |
Vysokorychlostní funkce Více předčtení s podporou různých typů křivek zpomalení Rychlost hladkého zpracování Kompenzace chyby ve vzdálenosti šroubu (216 bodů pro každou osu) |
||
Kompenzace zpětné mezery |
Funkce PLC Otevřené PLC s trapezoidním displejem a monitorováním v reálném čase s podporou více PLC Pulzní typ 48 vstupů 30 výstupů |
||
Typ sběrnice 64 vstupů 46 výstupů (rozšiřovatelné na 1024/1024 bodů) |
Rozšíření kontroly výstupu |
||
M20, M21 (rozšířený výstupní výstup nebo pulsový výstup) |
Opakovaná automatická nabídka |
||
M35, M34 (pro funkce automatického nakládání, detekce a opakování kontinuálního nakládání) |
Ruční provoz Ruční multi-osový přívod, zpět na nulu, jednokrokový přívod, ruční přívod kola |
||
Ruční ovládání |
Bezpečnostní ochrana Pozitivní a záporný pevný limit První, druhý a třetí pozitivní a záporný měkký limit Nouzové zastavení Vlastní poplach (16 cest) Správa hesel oprávnění |
||
Funkce oprávnění k použití (lze nastavit a zrušit kdykoli, bez nutnosti pracovat na místě) |
Funkce ladění Jednofázový provoz Zámek obráběcího stroje |
||
Zkušební provoz ručních kol (podpora zpětného obratu ručních kol) |
Grafické funkce Funkce zobrazení obráběcí dráhy Rychlý náhled obráběných tvarů Funkce náhledu stopy doplnění nože C |
||
Grafické zoomování, posun grafiky, rotace |
funkce |
21MD (Pulzní) |
|
21MD (autobusový typ) |
Zobrazit úpravy Rychlost vstupu Informace o modelu Doba zpracování ... |
Počet dílů Rychlost vstupu Informace o modelu Doba zpracování ... Počet dílů Zobrazení zatížení motoru pro jednotlivé osy |
|
|
Zobrazení otáček motorů 256M velkokapacitní paměť Počet úložných programů 800 | |||
Podpora pro vložení, úpravu, odstranění, kopírování programů s funkcí vstupu poznámek |
Napájení |
||
Jednofázový AC220V ± 10%, 50Hz ± 1% |
Rozhraní jednotky Způsob 1: "Pulz + směr" Druhý způsob: AB |
||
Způsob 3: Protokol autobusu MII |
Komunikace |
||
Online dotaz
-
Kontakty
-
Společnost
-
Telefon
-
E-mail
-
WeChat
-
Ověřovací kód
-
Obsah zprávy
-